Skip to content
Skip to content In the production process of automobiles, painting, as one of the links, is more special than other processes, not only because of its materials and processes but also because of its stricter environmental requirements.
The quality of the coating environment directly affects product quality.
As a leading air filter manufacturer, automotive painting filtration is one of my markets. We also provide filters to automotive painting lines in over 20 countries worldwide. Therefore, I know the importance of a clean automotive spray shop.
Besides cleanliness, wind speed, illumination, temperature, and humidity are the most critical factors to achieve in automobile painting, and they have the most apparent impact on the environment and product quality.
Temperature
The ambient temperature mainly refers to the temperature of the spray paint room and the leveling room. The temperature has a significant influence on the quality of the painting. Generally speaking, the ambient temperature for spray painting is 18 ~ 28 ℃. This range is the best temperature for paint construction. At the same time, The paint film produced by spraying will also have fewer defects.
When the paint is adjusted well, if the ambient temperature of the spray booth is low, defects such as sagging, paint biting, blooming, and staining may occur. If the temperature of the spray booth is high, defects such as small particles on the paint surface may occur.

To ensure the workability of the paint and obtain a better coating, the spray booth temperature in most automobile factories is set to a constant value.
At the same time, the ambient temperature will also affect the constructability and performance of some other raw materials. For example, the viscosity of weld sealant and PVC anti-stone material will be higher at low temperatures, making it difficult to spray glue with a glue gun.
In addition, the curing time of putty at low temperatures also needs to be extended, which affects the production schedule.
Humidity
Humidity has two expression methods in engineering: relative humidity and absolute humidity. The humidity referred to in automobile painting is relative humidity. Generally, the humidity in the spray paint room is 50% to 70%. The influence of humidity on coating mainly has the following two aspects:
High humidity: It affects the flash-drying effect of the paint. At the same time, the paint film is prone to whitening defects after drying; the paint surface is not easy to dry after wet sanding, and problems such as blisters and pinholes may appear after spraying. If the putty is scraped and applied under high humidity conditions, there will also be problems, such as pinholes after painting.
Low humidity: If the humidity in the spray paint room is too low, the paint film will dry too quickly, and defects such as prickly heat spots and large orange peels will appear; putty will also have problems with the surface drying and the inner layer not drying. Defects such as putty cracking may occur after drying.
Wind velocity
Wind speed, as the name suggests, is the speed of wind flow: the distance the wind moves per unit of time. Wind speed has no grades; only wind power has grades. Wind speed is the basis for wind power classification. Generally speaking, the greater the wind speed and the higher the wind level, the more destructive the wind is.

Wind velocity in the paint shop
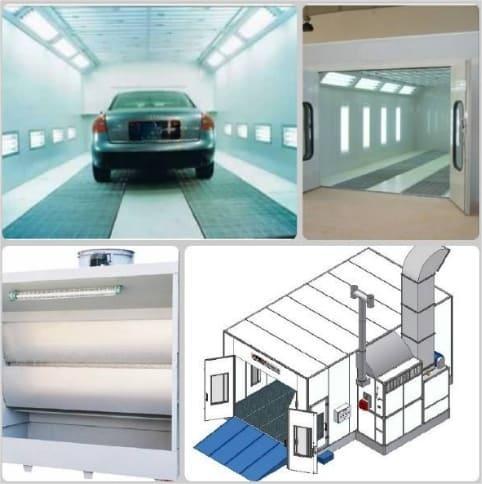
Taking a typical cab painting line as an example, closed workstations will use process air supply. These workstations not only have air supply but also exhaust air. They have higher requirements for wind speed, supply and exhaust air balance, and air supply cleanliness. Once the parameters are poorly controlled, the product’s quality will be affected.
Wind velocity requirements
Here, we mainly talk about the air supply process in the spray paint room. All regular spray paint rooms have an air supply and exhaust system, usually top air supply and bottom air exhaust. The purpose is to use the movement of the wind to remove the sprayed paint mist (i.e., The part of the paint that has not been sprayed on the workpiece) that is sent from top to bottom to the water cyclone system at the bottom of the spray booth for processing. This not only purifies the spray booth environment but also ensures the quality of the coating products.
So, what is the appropriate wind speed in the spray booth? After years of exploration and practice by automobile companies around the world, some experience has been summed up that is, the wind speed range in the spray painting room is 0.4~0.5m/s, which is a reasonable control for the spray painting environment.
Within this wind speed range, the paint mist falls vertically downward into the bottom circulation tank for processing, which is a great help in controlling the operating environment. Of course, the air entering the spray booth must undergo specific treatment. It will go through multi-stage filtration and then be sent to the spray booth to ensure the cleanliness of the air supply to the greatest extent.
Illumination
Luminosity refers to the luminous flux received by the illuminated surface per unit time. It is expressed by the luminous flux received per unit area, and the unit is Lux. The workstations with the highest lighting requirements in a paint shop are the painting and inspection stations.
Illumination requirements
For manual spraying workshops, the light intensity requirement of the spray paint room is generally 800Lux. This data may need to be more impressive. In other words, 800Lux is equivalent to the passage of the hall during the day, just like the hair-cutting area of a barber shop.

These are places with higher illumination requirements.
Automobile spray painting is like ceramic glaze painting. This process requires careful attention and constant observation. For example, after the operator sprays the first coat of paint, he needs to check the condition of the paint film, where more paint should be added, and where there are large particles. They must be discovered and repaired in the spray paint room in time. Suppose the lighting conditions are not ideal and are not conducive to operator observation once the defective products flow into the following process. In that case, it will bring a complicated workload to the next process.
Cleanliness
Finally, let’s talk about cleanliness.
Pollution sources and harm
The automobile spray painting and drying processes have very high requirements for cleanliness. If dust with a particle size ≥5um is mixed into the paint layer, the flaws caused by the dust can be seen with the naked eye. In the painting spray room, the primary source of dust is fibers and hair from clothes brought in by people.
The external environment also brings in dust and particles.
To solve these problems, all personnel in the coating industry must wear dust-proof electrostatic clothing and dust-proof electrostatic caps before entering the coating factory. Before entering the factory and the spray paint room, they must pass through the front-end clean room for dust-blowing.
Multi-level filtering
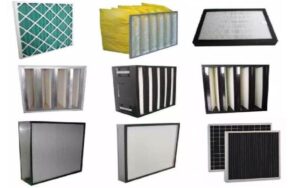
To reduce external environmental pollution, the air supply in the spray paint room must go through multi-stage filtration to minimize the amount and size of dust.
The paint lines of relatively traditional large automobile manufacturers generally use three levels of filtration, namely primary efficiency, medium efficiency filtration, and high-efficiency filtration. The filtration efficiency specifications are G4, F5, and F7.
An advanced painting workshop not only performs multi-stage filtration of the air supply but also sends the air after medium-efficiency filtration to the dynamic and static pressure chambers to dampen and equalize the air.
It then passes through the final stage of a high-efficiency filter for terminal filtration before being sent to the workshop.
The drying room is slightly different from the spray paint room. In the baking line of the coating workshop, there are usually two levels of filtration.
Since the incoming air needs to be preheated to about 200°C, the fresh air will go through a primary filter G4 before entering the heater. Since the heater device may generate dust, the rear end of the heater will place another air filter.
This requires that the air filter here can withstand high temperatures of 200°C for a long time, and the efficiency specifications are generally high-efficiency filtration F6~F8.
Although the requirements for cleanliness in automobile painting are far lower than those in the pharmaceutical industry, with the development of society, people have higher and higher standards for the appearance of automobiles.
The automobile must not only have good performance but also have a beautiful paint appearance. Therefore, the world’s car manufacturing Enterprises have increasingly stringent requirements for the spraying environment.
Last summary
Decades of experience in automotive paint shop filtration have made our air filters a good choice for many automotive paint lines. In some areas, our market share exceeds 60%, which means that our product performance can significantly satisfy customers. At the same time, our air filters keep your paint shop running efficiently and reduce particulate contaminants.